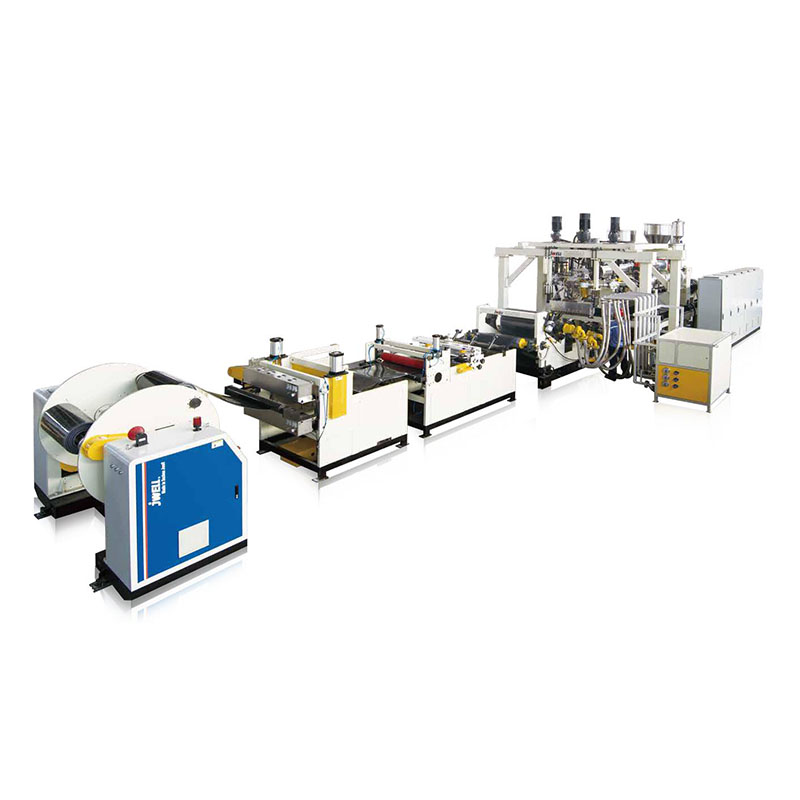
PP နှင့် Calcium Powder Environmental Protection Sheet Extrusion Line
PP+CaCo3 ပတ်ဝန်းကျင်နှင့် လိုက်လျောညီထွေဖြစ်စေသော စာရွက်ထုတ်ခြင်းလိုင်း
Jwell ကုမ္ပဏီမှ တီထွင်ထုတ်လုပ်ထားသည့် အလွှာ 3 သို့မဟုတ် 4 ကို ပူးတွဲ extrusion အတွက် extruder သုံးခုကို အသုံးပြုသည်။ ဤလိုင်းသည် Jwell ၏နောက်ဆုံးပေါ်ဒီဇိုင်းထုတ်ထားသော PP+CaCo3 လေဝင်လေထွက်ဝက်အူနှင့် PLC ကွန်ပျူတာထိန်းချုပ်ကိရိယာနှင့် အလိုအလျောက်အထူထောက်လှမ်းသည့်ကိရိယာကို အသုံးပြုထားသောကြောင့် စက်သည် စာရွက်ထုတ်လုပ်မှုတွင် CaCo3 ရာခိုင်နှုန်းကို အမြင့်ဆုံးမြှင့်တင်နိုင်ပြီး စာရွက်၏ကုန်ကျစရိတ်ကို လျှော့ချရန်နှင့် စာရွက်ထုတ်လုပ်နိုင်သည် ကောင်းသော ရုပ်ပိုင်းဆိုင်ရာ ဂုဏ်သတ္တိများနှင့် နောက်ထပ် လုပ်ဆောင်နိုင်စွမ်းများကို ရရှိစေပါသည်။ ၎င်းသည် တရုတ်နိုင်ငံတွင် အဆင့်မြင့်ဆုံး စာရွက်စက်ဖြစ်သည်။
ပင်မနည်းပညာဆိုင်ရာသတ်မှတ်ချက်
|
မော်ဒယ် |
JW-120/100/45-1500 |
|
ထုတ်ကုန်အကျယ် |
1320mm |
|
ထုတ်ကုန်အထူ |
0.3mm |
|
အလွှာဖွဲ့စည်းပုံ |
A/B/C/A |
|
စွမ်းရည် |
800 ကီလိုဂရမ်/နာရီ |
မှတ်ချက်- သတ်မှတ်ချက်များသည် ကြိုတင်အသိပေးချက်မရှိဘဲ ပြောင်းလဲနိုင်သည်။
ကုန်ချောပစ္စည်းများပြသခြင်း။




ပလပ်စတစ်ထုတ်စက်၏ဖွဲ့စည်းမှု
ပလပ်စတစ်ထုတ်စက်၏ အဓိကစက်မှာ ထုထည်စနစ်၊ ဂီယာစနစ်နှင့် အပူပေးခြင်းနှင့် အအေးပေးစနစ်တို့ဖြင့် ဖွဲ့စည်းထားသည့် extruder ဖြစ်သည်။
Extrusion စနစ်
Extrusion စနစ်တွင် Extruder၊ Feeding စနစ်၊ Screen Changer၊ Metering Pump၊ T-die တို့ ပါဝင်ပါသည်။ ပလပ်စတစ်ကို ထုခွဲမှုစနစ်မှတဆင့် ယူနီဖောင်းအရည်ပျော်သွားအောင် ပလတ်စတစ်အဖြစ် ပြုလုပ်ထားပြီး လုပ်ငန်းစဉ်တွင် တည်ထားသော ဖိအားအောက်တွင် ဝက်အူဖြင့် စဉ်ဆက်မပြတ် extruded သည်။
Screw နှင့် Barrel - ၎င်းသည် extruder ၏ အရေးကြီးဆုံးအစိတ်အပိုင်းဖြစ်သည်။ ၎င်းသည် extruder ၏ application range နှင့် productivity တို့နှင့် တိုက်ရိုက်သက်ဆိုင်သည်။ ၎င်းကို မြင့်မားသော ခိုင်ခံ့မှုနှင့် သံချေးတက်မှုကို ခံနိုင်ရည်ရှိသော အလွိုင်းသံမဏိဖြင့် ပြုလုပ်ထားသည်။ အဆိုပါစည်သည် ပလပ်စတစ်ကို ကြိတ်ခွဲခြင်း၊ ပျော့ပြောင်းခြင်း၊ အရည်ပျော်ခြင်း၊ ပလပ်စတစ်ပြုလုပ်ခြင်း၊ လေဝင်ခြင်းနှင့် ကျစ်လစ်ခြင်းတို့ကို ရရှိစေရန် ဝက်အူနှင့် ပူးပေါင်းကာ ရော်ဘာကို ပုံသွင်းစနစ်သို့ စဉ်ဆက်မပြတ် ပို့ဆောင်ပေးပါသည်။
အစာကျွေးစနစ်- ၎င်း၏လုပ်ဆောင်ချက်မှာ မတူညီသောပလတ်စတစ်များကို extruder ၏ hopper သို့ အညီအမျှ ပို့ဆောင်ရန်ဖြစ်သည်။
ဖန်သားပြင်ပြောင်းလဲပေးသူ- ၎င်း၏လုပ်ဆောင်ချက်မှာ ပလတ်စတစ်ရှိ အညစ်အကြေး အမျိုးမျိုးကို ဖယ်ရှားရန်ဖြစ်သည်။
တိုင်းတာရေးပန့်extruder ၏ရှေ့တွင် ပန့်တစ်ခုတပ်ဆင်ခြင်း၊ စုပ်စက်ရှေ့တွင် ဖိအားစစ်ဆေးခြင်းနှင့် extrusion ၏အရှိန်ကိုထိန်းချုပ်ခြင်း၊ pulsation နှင့် ပုံမမှန်သောပစ္စည်းများကို အစာကျွေးခြင်းကို လျော့နည်းစေပြီး ပိုလီမာကို ချောမွေ့စွာ extruded လုပ်ပြီး die head သို့ စဉ်ဆက်မပြတ်ပို့ဆောင်ကြောင်းသေချာစေပါသည်။ ပန့်၏ခွံသည် အရည်အသွေးမြင့် အလွိုင်း-သံမဏိနှင့် လက်ခံသည်။
ဂီယာသည် မြင့်မားသောထိရောက်မှုနှင့် ယိုစိမ့်မှုဒဏ်ကို သေချာစေသည့် မီးငြိမ်းထားသော chrome သံမဏိ သို့မဟုတ် အခြားအဆင့်မြင့်သတ္တုပစ္စည်းများကို အသုံးပြုထားသည်။
T-die- T-die ၏ လုပ်ဆောင်ချက်မှာ အညီအမျှ ချောမွေ့စွာ မိတ်ဆက်ထားသည့် အပြိုင်နှင့် အညီအညွတ် လှည့်ပတ်နေသော ပလပ်စတစ် အရည်ပျော်မှုကို ပြောင်းလဲပေးရန် ဖြစ်သည်။
ဂီယာစနစ်
drive system ၏လုပ်ဆောင်ချက်မှာ ဝက်အူကို မောင်းနှင်ပြီး extrusion လုပ်ငန်းစဉ်တွင် ဝက်အူမှ လိုအပ်သော torque နှင့် speed ကို ထောက်ပံ့ပေးရန်ဖြစ်သည်။ ၎င်းတွင် များသောအားဖြင့် မော်တာ၊ အလျှော့အတင်းနှင့် ဝက်ဝံတို့ ပါဝင်ပါသည်။
အပူအအေးပေးကိရိယာ
အပူပေးခြင်း နှင့် အအေးပေးခြင်းတို့သည် ပလပ်စတစ် ထုတ်ယူခြင်း လုပ်ငန်းစဉ်အတွက် လိုအပ်သော အခြေအနေများ ဖြစ်ပါသည်။
1. extruder သည် အများအားဖြင့် လျှပ်စစ်အပူပေးခြင်းကို အသုံးပြုပြီး ခုခံအပူပေးခြင်းနှင့် induction heating ဟူ၍ ပိုင်းခြားထားသည်။ အပူပေးစာရွက်ကို ခန္ဓာကိုယ်၊ လည်ပင်းနှင့် ဦးခေါင်းတို့တွင် တပ်ဆင်ထားသည်။ အပူပေးကိရိယာသည် လုပ်ငန်းစဉ်လည်ပတ်မှုအတွက် လိုအပ်သော အပူချိန်သို့ရောက်ရှိရန် အပူချိန်တိုးမြင့်ရန်အတွက် ဆလင်ဒါအတွင်းရှိ ပလတ်စတစ်ကို ပြင်ပမှ အပူပေးသည်။
2. ပလပ်စတစ်သည် လုပ်ငန်းစဉ်အတွက် လိုအပ်သော အပူချိန်အကွာအဝေးတွင် ရှိနေကြောင်း သေချာစေရန် extruder အအေးခံကိရိယာကို သတ်မှတ်ထားသည်။ အထူးသဖြင့်၊ ၎င်းသည် ဝက်အူလှည့်ခြင်းကြောင့် ဖြစ်ပေါ်လာသော ပွတ်တိုက်မှုမှ ထုတ်ပေးသော ပိုလျှံသော အပူကို ဖယ်ထုတ်ရန်ဖြစ်ပြီး ပလပ်စတစ် ပြိုကွဲခြင်း၊ ပူလောင်ခြင်း သို့မဟုတ် ပုံသဏ္ဍာန် ခက်ခဲစေရန် အပူချိန်မြင့်လွန်းခြင်းမှ ရှောင်ရှားရန် ဖြစ်ပါသည်။ စည်အအေးပေးခြင်းကို ရေအေးနှင့် လေအေးပေးခြင်းဟူ၍ နှစ်မျိုးခွဲခြားထားသည်။ ယေဘူယျအားဖြင့်၊ အသေးစားနှင့် အလတ်စား extruder များသည် လေအေးပေးရန်အတွက် ပိုမိုသင့်လျော်ပြီး အရွယ်အစားကြီးများသည် အများအားဖြင့် ရေဖြင့်အေးခြင်း သို့မဟုတ် အအေးပုံစံနှစ်မျိုးဖြင့် ပေါင်းစပ်ထားသည်။





